

Технология производства базальтового непрерывного волокна(ровинга)
Описание технологического процесса
Основой производства базальтового непрерывного волокна является однокомпонентное сырье- горная порода типа базальта. Получение волокна возможно с сырья имеющего высокую пластичность расплава. Определить пластичность возможно только в результате детального исследования свойств расплава. До начала получения непрерывных базальтовых волокон на промышленной установке крупнофракционный базальтовый щебень дробится на щековой дробилке до необходимой фракции которая составляет 5-12 мм. После отбора металлических включений способом магнитной сепарации, базальтовое сырье, представленное в виде мелкого щебня или крошки со средней фракцией от 5 до 12 мм просевают и промывают от мелких включений (пыли и т.п.), после чего его просушивают в нормальных условиях при естественной циркуляции воздуха путем проветривания, либо в специальном сушильном аппарате (в зависимости от климатических условий производства). С помощью кран-балки или тельфера промытая базальтовая крошка периодически загружается в бункер загрузчика установленного над плавильной печью.
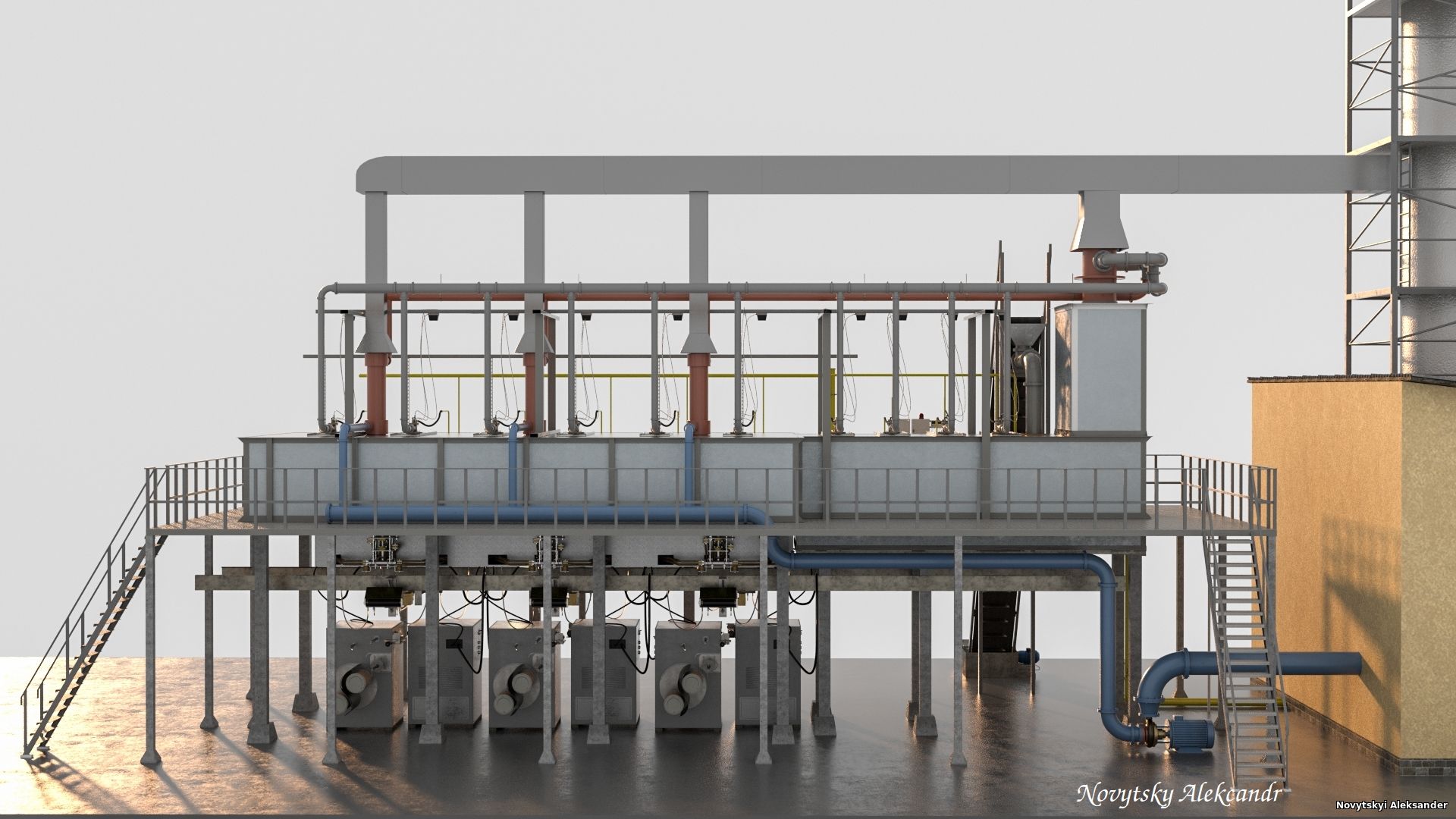
Плавильная печь представляет собой рекуперативную ванную печь непрерывного действия с прямым газовым нагреванием плавильной зоны. В печи базальтовое сырье расплавляется, а его расплав после гомогенизации поступает в фидеры для последующего формования из него в питателях комплексных непрерывных базальтовых нитей. Плавление крошки осуществляется при температуре (1500 ± 50)°С в результате сжигания газовоздушной смеси, которая состоит из природного газа и воздуха. Воздух для сжигания подается от вентилятора высокого давления через теплообменник-рекуператор, где подогревается теплом отходящих газов до температуры 450 - 600°С, а газ подается от газораспределительной подстанции (ГРП). Расплав из выработочной части печи самотеком поступает в фидер, в донной части которого расположены сливные устройства, через которые расплав подается на платино-родиевые фильерные питатели, где происходит формирование элементарных БНВ путем вытягивания их и намотки на катушку наматывающего устройства. Прядь элементарных нитей проходит через валковое устройство, которое наносит замасливатель, после покрытия ее слоем замасливателя нити собираются в одну комплексную нить. Комплексная нить проходя нитераскладывающий аппарат, наматывается съемную бобину. По мере намотки бобина с нитью снимается с бобинодержателя наматывающего аппарата и заменяется новой бобиной. На бобинах намоточных аппаратов происходит формирование комплексной нити (КН), которая состоит из 1200 элементарных БНВ. Намотанные бобины выдерживаются сутки при нормальных условиях, после чего поступают в отделение перемотки для получения ровинга с необходимым количеством сложений. После перематывания готовый ровинг на бухтах маркируется и упаковывается в полиэтиленовую пленку, а затем упаковывается на палеты и поступает на состав готовой продукции.
Основные этапы технологической схемы производства
Технологический процесс производства ровинга состоит из следующих стадий:
- доставка и разгрузка базальтового щебня фракции 5…..12 мм на склад;
- входной контроль исходного сырья;
- приготовление замасливателя;
- загрузка базальтового щебня в печь;
- плавление базальтового расплава;
- выработка непрерывного волокна в виде комплексной нити;
- технологический контроль комплексной базальтовой нити;
- выдержка комплексной нити в условиях цеха в течение 24 часов;
- рубка чипсов и их сушка
- перемотка комплексной нити и получение ровинга с заданным значением линейной плотности;
- сушка ровинга при температуре 120…..160°С в течение 12 часов(время зависит от типа сушила);
- контроль качества ровинга на соответствие требованиям;
- упаковка;
- транспортировка на склад и хранение.
Process Flow Diagram: / Схема последовательности технологических операций (технологическая блок-схема)

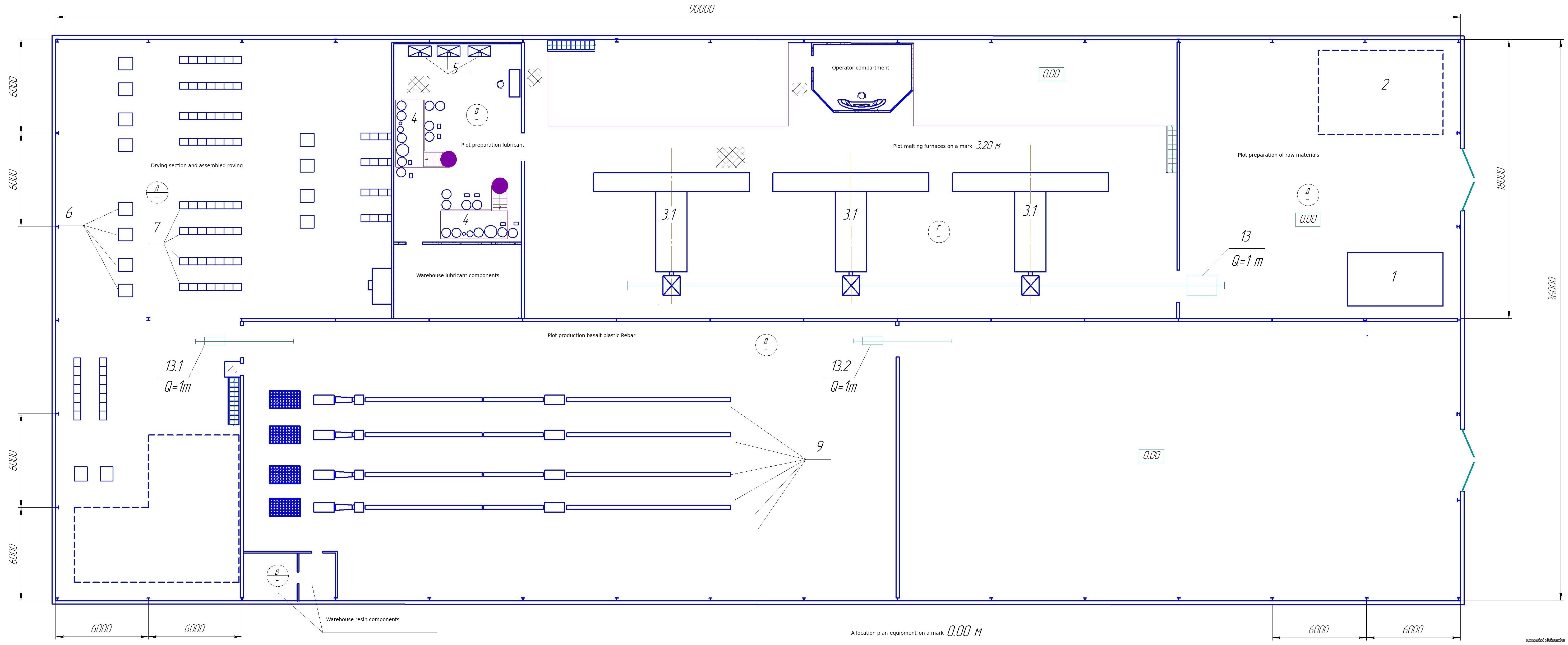
Layout:/Схема размещения оборудования (план участка):
Product range, Production capacity/Мощности производства
На сегодня предпочтительная мощность производства составляет не менее 2500 тонн базальтового волокна в год при использовании восьми платино-родиевых питателей с 1200-фильер каждый.
Цех предполагает производство непрерывной комплексной нити линейной плотностью 600÷800 текс из природного базальта с последующей переработкой в ровинг различного назначения.
End production application/ Применение конечной продукции
- авиационной промышленности (несгораемая изоляция двигателей бортовых частей самолетов, звукоизоляция в глушителях промышленных установок, тормозные колодки);
- радиоэлектронной промышленности (производство печатных плат, имеющие высокие температурные характеристики и стабильные диэлектрические показатели);
- нефтехимической промышленности (фильтры для очистки технологического газа, фильтры для очистки сточных вод от нефтепродуктов, технологические трубопроводы);
- строительной промышленности (негорючие прочные строительные детали и конструкции взамен деревянных, мягкая и жесткая кровля);
- машиностроительной промышленности (амортизационные прокладки прессов, хладоизоляция промышленных и бытовых холодильников, изоляция емкостей с кислородом, азотом и т.п.);
- специальной технике в качестве тары с повышенным ресурсом эксплуатации для хранения и транспортирования боеприпасов
Product quality specifications:/Технические характеристики, качество продукта
Сравнительные характеристики нитей из стеклянных и базальтовых волокон
Свойства базальтовое волокно волокно из стекла «Е»
ТЕРМИЧЕСКИЕ
Температура применения, оС от-260 до +700 от -60 до + 460
Температура спекания, оС 1000 600
Коэффициент теплопроводности, Вт/м.К* 0,031 -0,038 0,034 – 0,04
ФИЗИЧЕСКИЕ
Диаметр элементарного волокна, мкм 7-23 6-17
Плотность ,кг/мз 2600-2800 2540-2600
Модуль упругости, кг/мм2 9100-11000 до 7200
Остаточная прочность при растяжении
после термообработки, %
при 20 оС 100 100
при 200 оС 95 92
при 400 оС 82 52
Raw material:/Сырье
Базальтовый щебень, как однокомпонентное сырье для получения базальтовых непрерывных волокон, должен вырабатываться на аттестованном карьере, представительские образцы которого прошли лабораторные и опытно-промышленные испытания с положительным результатом. Отбор сырья необходимо вести селективно.
Сырьё из горных пород представляет собой дробленные средние, основные и метаморфизированные ультраосновные горные породы вулканического происхождения типа базальта: базальты, андезто-базальты, андезиты, амфиболиты, диабазы, порфириты и другие (далее по тексту сырье). В сырье не должны содержаться посторонние примеси в виде металла, кварца, песчано-глинистых и других пород. Содержание зёрен размером менее 5 мм не должно превышать 10% по массе, содержание зёрен размером более 12 мм также не должно превышать 10% по массе.
Main Requirements:
- Рабочие дни в году – 350 дней
- Метод обогрева питателя -электрический
- Количество питателей -7 (из них ЗИП-1)
- Кол/во отв. в питателе - 1200
- Сплав питателя - платина -80%, родий – 20%
- Расход драгметаллов в г на 1000 тонн базальтового волокна – 1000
- Срок службы фильерного питателя до ремонта в сутках – 180…275
- Текущий ремонт печи – без остановки печи 2 раза в год*.
9. Основной ремонт печи – 1 раз в 3 года* в течении недели.
- Огнеупорный материал срок службы - не менее 3 лет.
- Вес огнеупора -120* т
- Необходимая требуемая площадь 300 м2
Требования к производственным помещениям для производства непрерывного базальтового волокна
|
1. Ориентировочная площадь |
≈ 2500 м2 |
|
2. Высота печного зала до основания фермы(балки) |
не менее 10 м |
|
3. Грузоподъемность кран-балки |
не менее 2 т |
Energy resources: /Энергорессурсы
a) Fuels/топливо
Газ природный на 1 кг базальтового волокна, - 1.0 м3
b) Electricity/электричество
Электроэнергия (3-фазы), - трансформаторы и их мощность кВт и их количество, напряжение 380 V
Мощность электрооборудования, кВт:
Установленная-2 x 630 из независимых источников питания(один является резервным)потребляемая- 1- 350- на технологические цели
Потребляемая мощность kW, 326* кВт
Расход электроэнергии на 1 кг базальтового волокна 1.7* kW
C) Air /воздух
Сжатый воздух на 1 кг базальтового волокна -17,6 м3
d) Water/вода
Расход 370 м3 в сутки, оборотная
Расход дистиллированной воды 1,2 м3 в день
Labors:/Рабочая сила
|
No. |
Рабочая профессия |
смена #1 |
смена #2 |
смена #3 |
Остаток смена |
Общее кол-во |
|
1 |
Оператор на промывке сырья |
1 |
|
|
|
1 |
|
2 |
стекловар |
1 |
1 |
1 |
1 |
4 |
|
3 |
оператор |
3 |
3 |
3 |
3 |
12 |
|
4 |
оператор по подготовке замасливателя |
1 |
|
|
|
1 |
|
5 |
Тростильщик |
1 |
1 |
1 |
1 |
4 |
|
6 |
Инженер-технолог |
1 |
|
|
|
1 |
|
7 |
Дежурный электрик и КПА |
1 |
1 |
1 |
1 |
4 |
|
8 |
Дежурный слесарь-механик |
1 |
1 |
1 |
1 |
4 |
|
9 |
Жгутовщик |
1 |
|
|
|
1 |
|
10 |
Слесарь-механик |
1 |
|
|
|
1 |
|
11 |
грузчик |
2 |
|
|
|
2 |
|
12 |
Рубщик |
1 |
|
|
|
1 |
|
Total/Итого |
|
|
|
|
36 |
|
Equipments table/Оборудование
- Участок подготовки базальта
1.1. Дробилка, магнитный сепаратор, погрузчик.
1.2. Спиральный классификатор для промывки и сушки фракционного базальтового щебня заданного химического состава.

2. Участок приготовления замасливателей.
2.1.Насосы для подачи компонентов замасливателя в смеситель.
2.2.Дистилляторы для приготовления дистиллированной воды.
2.3.Эмульгатор.
2.4.Дозаторы.
2.5.Смеситель.
2.6.Реактор.
2.7.Расходная емкость с мешалкой.
2.8.Весы.
2.8.1. Технические
2.8.2. Лабораторные

3. Участок выработки непрерывного волокна мощностью 1000 тн/год
3.1. Устройство для загрузки базальтового щебня в варочную печь.
3.2. Плавильная печь
3.2. Наматывающие аппараты (8 рабочих + 1 резерв.),
3.4. Трансформаторы ТВК-75 УХЛ4 (8×2 + 2 резервных = 18 шт.)
3.5. Шкафы с приборами автоматического управления электро- и газоснабжением установки выработки базальтового волокна
3.5.Фильерный питатель в комплекте с питающей трубкой – 9 штук, в т.ч. 1 –резервная.
3.6.Система замкнутого водооборота для охлаждения токоподводов.
3.7.Тележки для транспортировки бобин с волокном.

4. Участок сушки.
4.1.Площадка для естественной выдержки волокна.
4.2.Сушильная камера – 1шт.
5. Участок жгутования и рубки волокна
5.1.Прецизионные перемоточные машины–1 шт.
Прецизионные перемоточные машины– 3 шт.
5.2. Рубочные машины 2 шт.
6. ОТК
6.1.Оборудование для химической лаборатории.
6.2.Универсальная испытательная машина.
6.3.Весы квадрантные, отматывающие устройства для определения линейной плотности нити и ровинга – 1 комплект.